As mentioned in previous blog posts, I have been working on a setup to hopefully circumnavigate the planet or at least stay afloat for as long as possible. I already addressed the tracker and today I'd like to summarize the next piece of the puzzle - the balloon. Generally there have been two ways of accomplishing long term multi-day floating. The simpler and less reliable one uses Qualatex party balloons. I think one or two
PicoSpace attempts flying these managed to stay afloat for a month or so, but usually they last several days and then they disappear. All the record breakers, to my knowledge, used custom made balloons.
| TRB 40 |
|
|
| layers |
PE/EVOH/PE |
|
| width |
0.94 |
m |
| length |
150 |
m |
| thickness |
40 |
um |
| density |
0.945 |
g/cm3 |
| mass |
0.0378 |
kg/m2 |
| tensile strength (MD/TD) |
22/18 |
MPa |
| elongation (MD/TD) |
400/400 |
% |
| sealing temp. |
120-160 |
°C |
| price |
~71 |
€ |
Eavesdropping on conversations in
#highaltitude and reading about the projects which already accomplished the goal, I obtained a decent idea of what sort of a film I needed and practices involved in manufacturing these envelopes. First requirement was a gas barrier layer such as EVOH (Ethylene vinyl alcohol). Then a low temperature melting point layer to heat seal the individual pieces together - in this case PE (Polyethylene). All this in a foil as thin as possible. For comparison the Qualatex balloons are 30um thick while others successfully used 50um films. Googling for EVOH and filtering the results to Czech only, I found a few local packaging material manufactures that mentioned it in their advertising materials. Out of these only one responded to my emails and after a brief phone conversation they sent me datasheets to a couple of their films. Eventually I ordered TRB40 which was a 40 micron EVOH film with a polyethylene layer on each side - meaning weldable from both sides.

The 0.94m width was also handy since it meant the possibility for bigger balloons made of less individual pieces. The 150 meters then provided enough material for experimentation.
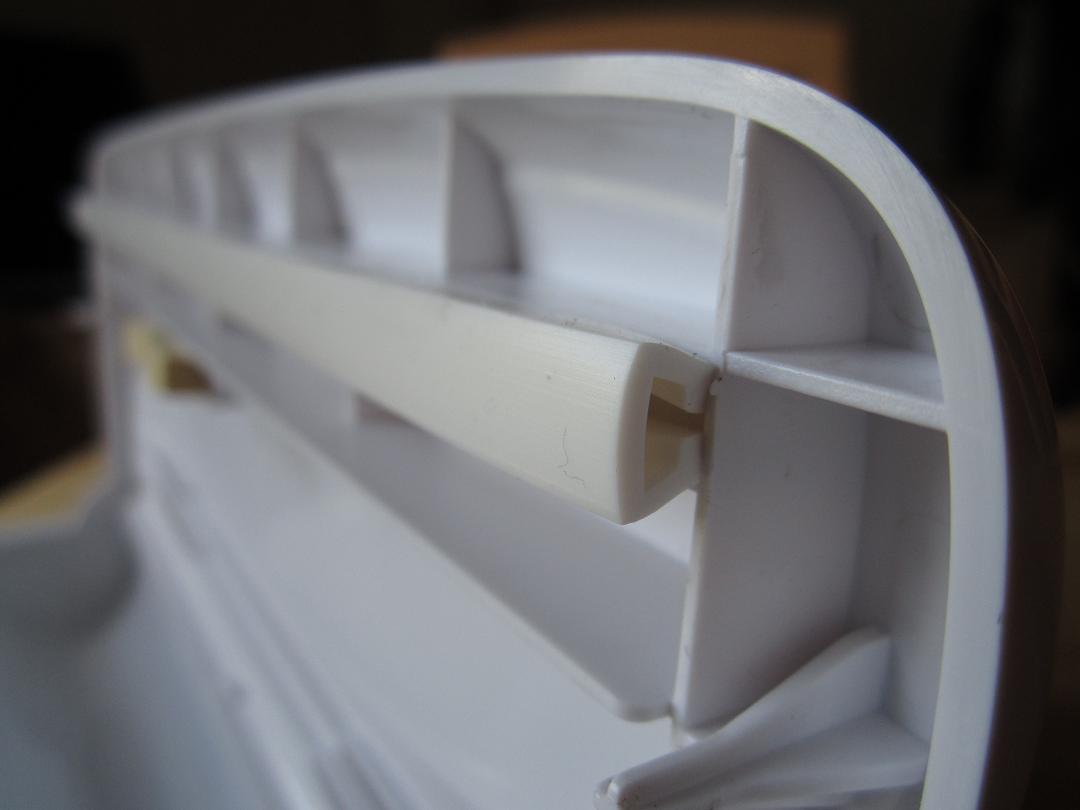
To start somewhere I bought the cheapest, simplest kitchen bag heat sealer I came across - Gallet heat sealer. My only criterion was that the device allowed the foil that was being sealed to overlap the device - to be able to do long welds step by step. Many of these kitchen things close completely when sealing thus restraining the possible width of the foil to its own dimensions.
Upon closer examination the sealer heats up two thin wires 5 millimeters apart. One covered with a Teflon tape (creates the weld) the other laid upon it (cuts the excess foil). Initially I thought the whole 5mm constituted the welded foil, but later I realized that just the thin bits directly underneath the individual wires were actually welded. That explained why the welds kept opening when later I tried to pressurize the balloons.
Having a better idea on what I wanted, I looked higher up the price range and found these impulse heat sealers. Unlike the previous one they offered several widths for the welding wire and selectable welding duration. Somewhat less convenient was the fact that the arm of the machine was permanently attached at one side which meant I had to improvise with the long straight welds and skew the foil at one end. The length of the welding bit is 30cm but there are longer versions of the same machine on sale.
I ordered it with an extra 4mm welding wire (the standard one was 2mm) which was able to do much more solid welds. I read that UBSEDS used 12mm welds to seal their balloons. I would generally have to do double or triple welds side by side to get closer to that.
After initial foolish attempts with an ordinary pedal pump for bicycles I got hold of this Regatta air pump that provides 400l/min of flow rate at full charge or about 60l/min with a narrow adapter. High air flow while desirable initially turns into a problem at full inflation where gradual increase in pressure would allow the material to conform as oppose to rupturing.
Searching Ebay I found these Mitsumi sphygomanometer air pumps. With 2l/min flow rate and 4.2-7.5V input voltage (consuming ~200mA) it was possible to power it through an Arduino Mega and use it for the final gentle stretching and pressurizing.
To get the pressure readings from inside the balloon I used MPS20N0040D-D differential pressure sensor connected to HX711 a 24-bit analog-to-digital converter. This setup required initial calibration for which I used BMP280 absolute pressure sensor.
This was the calibration setup. A small improvised balloon, BMP280 placed inside it and connected (I
2C) to Arduino MEGA alongside the HX711 (analog input 0) which was sampling the MPS20N0040D-D. The differential pressure sensor was connected through a tube to the output of the Mitsumi pump (T-splitter) that then led to the balloon. The pump was powered from the Arduino's 5V line directly (in case of USB powered Arduino about 4.5V).


The graph above shows the resulting measurement of discontinuous pressurizing. The blue curve represents BMP280 data reduced by the steady state pressure value. The red curve then represents HX711 data reduced by an offset of 1229440 and divided by 717.1 - the two calibration values. The green curve shows the difference between the two curves. This setup also meant that whenever powered the pump would introduce an additional
offset to the pressure readings for which I then had to correct the
data. The MPS20N0040D-D readings vary a little with ambient temperature introducing another offset. I would have the measuring setup run disconnected first each time to get these offsets for the later data adjustment.
I also bought one of the Qualatex party balloons to serve as a benchmark. I pumped it to 4.6kPa without bursting it and heard others reporting pressurizing these balloons to similar levels successfully.
The weld on the Qualatex seems to be about 6 millimeters in width.
I intended to make 'Mylar balloon' shaped balloons which is what springs up when two circular pieces of film welded together are inflated. I gathered a number of calculations related to these shapes, atmospheric and trajectory models in a
Jupyter Notebook. A good source of information is Richard Meadows'
UKHAS conference talk.
Included in the notebook is a model to calculate the float altitude and the pressure exerted on the balloon by the expanding gas inside based on input values for envelope volume, envelope mass, payload mass and additional free lift. In the final stages of ascent the lifting gas fills the envelope completely yet still has lesser density than the surrounding atmosphere. As a result, when the system's density finally comes to equilibrium with the surrounding air density after some more ascending, the pressure of the gas inside is higher than the air pressure outside, hence we have a
superpressure balloon. That means the envelope has to be strong enough to hold this excess pressure. There are two more effects playing a role. The first is
supertemperature which accounts for differing temperatures of the lifting gas and the surrounding atmosphere. In sunlight the gas inside the balloon heats up and causes additional pressure on the envelope. The second is increase in the envelope's volume due to stretching designated by a factor of
Gamma. Stretching of the envelope is a result of overpressurizing the balloon during manufacture or of the superpressure during the flight.
Given the dimensions of the film I bought, I set about making a Mylar balloon shaped envelope of 1.84m in diameter (0.949m
3 0.201kg) and modelled superpressure and initial ascent rate for different amounts of free lift and supertemperature. The third table then shows the effect of a stretched envelope on superpressure at 20°C of supertemperature.
The same data for a Mylar balloon shaped envelope 2.58m in diameter (2.616m
3 0.395kg).
A cardboard form for the 1.84m balloon to simplify and speed up the manufacturing process.
The finished envelope consists of four such pieces.
To make sure I tried double to triple size the weld by making 2-3 side by side. Since the impulse heat sealer ends with a hinge at one side, I had to skew the foil and then overlay the weld again when doing the long straight welds.
The inner corner that is created by the filling tube was almost impossible to make with the Gallet kitchen sealer, but the impulse heat sealer due to its construction had no problems there. I also tried making the multilayer welds as properly as possible since there are up to 4 layers of foil in a stressed spot.
Here is the finished 1.84m envelope. It took 5 hours and 50 minutes to make. The inflated balloon should have 0.949m
3 in volume and 0.201kg of mass.
This is the setup for the final gradual pressurizing as described earlier.
And a small timelaps of the envelope being pressurized to about 1kPa.
The data shows the first stretching ending at 1000Pa of overpressure inside the balloon which ruptured the envelope along the whole long straight weld.
Having made two of these 1.84m envelopes, I tried more gentle approach the second time. Despite that the balloon developed a small weld opening at around 750Pa and failed to hold higher pressures. The tops and subsequent decreasing in pressure signify moments when I temporarily turned the pump off.
A couple of static photos of the 1.84m envelope pressurized to about 800Pa.
And a photo of the envelope deflated post-stretching. It hasn't changed much visually but physically felt a little different.
Another balloon I tried to make was again Mylar balloon shaped but this time 2.58m in diameter. This size required eight 0.94m x 0.94m squares and eight rounded shapes to complete the two circles. I didn't record the time it took to make it start to finish, but widening the welds from single to double/triple alone took 7 hours and 50 minutes.
The calculation for this diameter yields 2.38m
3 of volume and 0.371kg in mass.
After quite quickly inflating the envelope with the Regatta pump, I switched to gradual increase in pressure, however, the balloon once again developed a weld opening. This time at about 400Pa.
A couple of static photos to give an idea of its size and structure when inflated.
A size comparison between a Qualatex and the 1.84m and 2.58m balloons.
These two and the following photos are examples of various envelope damages I encountered. The first was probably some dent that happened during transportation of the film roll, because identical damage repeatedly appeared on multiple unwound rounds. During inflation these spots became visible and eventually ruptured at higher pressure.
The left image shows plastic deformation of a small balloon (~0.8m diameter) inflated to 2-3kPa. The balloon didn't rupture, the envelope is still sealed. The right image shows the weld openning that developed on the 2.58m balloon despite doing the 2-3 welds next to each other. In general I saw this type of a failure more frequently than actual ruptures.
This is a big rupture right next to the meridional weld that ended the stretching of the first 1.84m envelope. The balloon burst at gauge pressure of 1kPa.
At this point the unsatisfactory results forced me to re-think my approach and read again through the notes on superpressure balloons I had collected over time. One thing I was doing differently was that my film lacked a polyamide (PA) layer. While the EVOH layer provided a gas barrier and the polyethylene (PE) easy weldability, polyamides were described as having "high tensile strength, high flexibility, good
resilience, low creep and high impact strength (toughness)". Since my troubles were that the balloons kept rupturing at relatively low gauge pressures, it seemed like I had the solution. However, when I obtained a datasheet for a PE/PA/EVOH/PA/PE film I found out that its properties weren't that much better - tensile strength of 30/26MPa versus 22/18MPa for the PE/EVOH/PE film. Especially after I looked up the tensile strength of Mylar, another balloon material, which was stated to be in the range of 200MPa, my confidence in that that I had found a solution sunk. I turned to #highaltitude again where Richard Meadows shared some data on the film used on UBSEDS' balloons. About testing on 2cm wide strips he said, "we saw a breaking stresses of 18-21 N, with a strain rate of 4mm / minute on 5cm long strips". These values translate to tensile strength of 18-21MPa in a 50 micron material which puts the UBSEDS' film somewhere between the one I had and the one I was considering to order. Eventually it occured to me that I hadn't understood the mechanics behind envelope stretching properly.
My initial reasoning was to calculate the expected superpressure for a specific envelope (specific volume) at expected supertemperature of +20°C. Then pressurize the balloon to, ideally above, this pressure level without bursting it. Reality, however, saw the envelopes failing substantially below these levels.
Delving into material properties the first thing to come across was the concept of stress-strain curve which depicts the force per cross sectional area the tested material is subjected to upon being stretched or compressed. Depending on the amount of force reached the sample deforms either elastically (the object returns to its original shape after the force is no longer applied), or plastically (the object is permanently deformed). The curve also contains a point at which the material fractures refered to as the ultimate tensile strength.
Further elaboration on stress vs. strain specifically in semicrystalline polymers, which is the group of materials polyamide (Nylon 6) and polyethylene belong to, can be found in a series of articles by Michael Sepe.
The Strain Rate Effect (the source of the chart above) provides an example of polypropylene sample deformed at different strain rates and different temperatures. This kind of behaviour is the main reason for pre-stretching. If the balloon wasn't pre-stretched before launch, the pressure from the gas inside would eventually start stretching the envelope, however, it would be doing so at very low temperatures and possibly higher strain rate. That would exert substantial stress on the material potentially beyond its ultimate tensile strength. Pre-stretching the balloon at room temperature at a very slow rate, on the other hand, allows the material to undergo plastic deformation at lower stress expanding the envelope's volume without bursting it.
To obtain some idea of what stresses the material endures at a specific superpressure one can calculate the circumferential or longitudinal stress exerted on the envelope. Coming from the Mylar shaped balloon equations:
r in the circumferential stress equation (σ
θ) corresponds to
a / 1.311 while in the longitudinal stress equation (σ
long) to
τ / 2. Further
p represents the gauge pressure inside the balloon and
t the material thickness.
Although my initial thoughts were: thiner the material, less it would weigh, higher in altitude the balloon would float; this reasoning, however, forgets to take into account that the stress on the material would be higher, potentialy breaking it, due to the smaller cross sectional area. Plus the material gets even thinner throughout the stretching further reducing the area subjected to the forces. The table above shows the stresses on an unstretched 1.84m Mylar balloon at 2186Pa of superpressure for different material thickness.
The Table 9 from Lally, Vincent E. Superpressure Balloons for Horizontal Soundings of the Atmosphere. NCAR, 1967 provides estimates of maximum daytime temperature increase of the gas in a transparent Mylar balloon floating at different altitudes. These are the values I use to model the superpressure a specific envelope will have to endure.
Armed with a little better understanding I ordered the previously mentioned PE/PA/EVOH/PA/PE film. Conveniently the manufacturer had it on offer on a wider roll then the previous one. That in simple terms meant less pieces per bigger balloons with less sealing.
| TR 9 |
|
|
| layers |
PE/PA/EVOH/PA/PE |
|
| width |
1.35 |
m |
| length |
150 |
m |
| thickness |
50 |
um |
| density |
0.976 |
g/cm3 |
| mass |
0.0488 |
kg/m2 |
| tensile strength (MD/TD) |
>30/26 |
MPa |
| elongation (MD/TD) |
400/450 |
% |
| sealing temp. |
125-160 |
°C |
| price |
~131 |
€ |
A little more detailed specification on the new film is in the table above. I ordered only 100bm, but received 150 instead. Though I had to unwind several meters due to damage from transportation so I assume the manufacturer anticipates this and sends more film to cover the ordered amount. I also ordered 50um thickness this time to provide more margin for the balloons in exchange for potential maximum altitude.
To be able to better control the stretching process I updated the pressurizing setup as well. The schematic above shows the Mitsumi pump still connected to Arduino's 5V line, but this time in parallel with a diode to protect a transistor when the motor switches off. The transistor itself is controlled through its base via a PWM pin D9. Setting different duty cycles of the PWM signal then allows controlling the speed of the pump.
This is how it looks in hardware. After all the tiny bits and pieces on TT7F it was nice to solder something of a decent size for change. The motor may attempt to source too much current from the USB line if turned on from zero to full speed, failing to start. Increasing voltage on the transistor's base gradually allows the motor to start properly.
Here it is all wired up. The pressure sensor provides a reading every second or so, then the code compares it to a preset level and steps the pumping up or down accordingly. This allows scheduling the pressurizing process in many ways. For example having the pump on full speed at lower pressures. At higher pressures maintaining a level for 3 minutes then incrementing 10Pa, maintaining for another 3 minutes and so on. Eventually letting the pump hold a steady high pressure level for extended period of time.
To test this I made one last balloon from TRB40 (I hadn't received the PA film at that point yet). This time I tried a tube shaped envelope 2.92m in length and 0.92m in width of the two-dimensional form. It took about 2.5 hours to make.
These are recordings of two programmed pressurizing attempts both of which were ended by a weld opening in the same place (close to the filling tube). The recordings demonstrate the variability in pumping rate the controlled pressurizing provides.
The first balloon made with the new PE/PA/EVOH/PA/PE film was Mylar shaped 1.33m in diameter. Thanks to the film's width I was able to make this size from just two circular pieces limiting the amount of welding needed to be done.
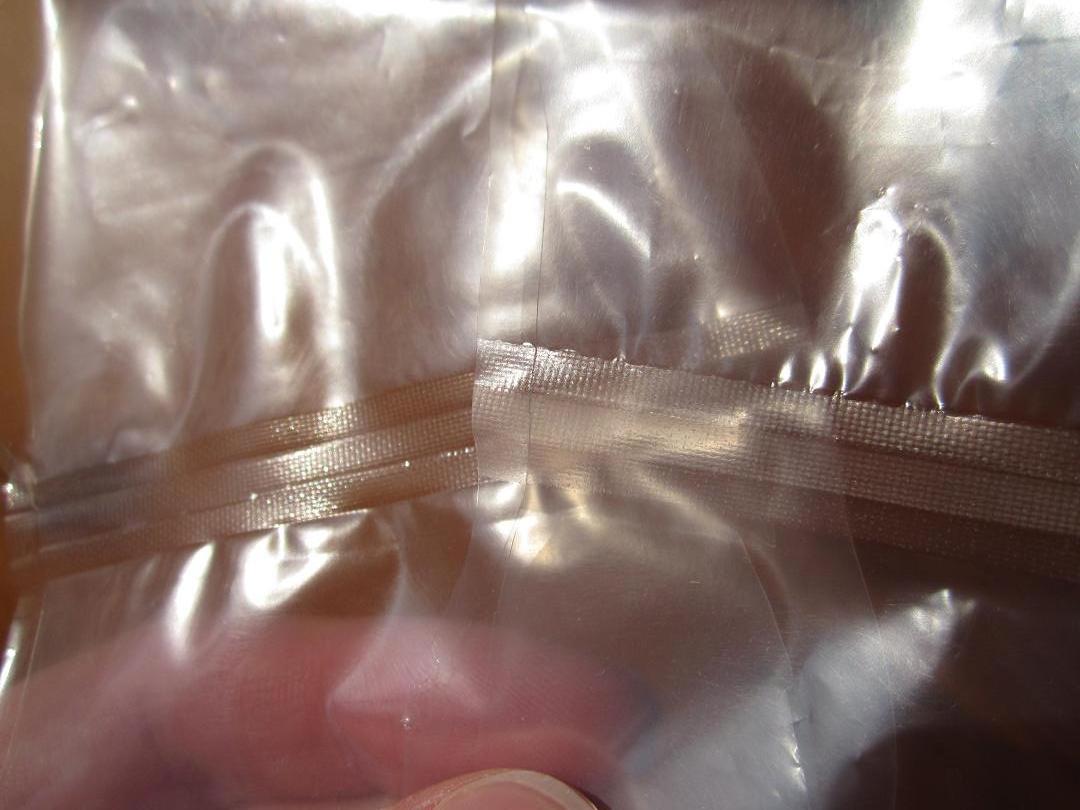
Ahead of puting this balloon together I examined the welds produced by the impulse heat sealer in a little more detail. From materials of more expensive sealing machines I found that some, unlike the one I had, welded the foil from both sides. I then took a couple of pieces of film and sealed one the way I had been doing it (left) and the other one (right) flipped and did the welds one more time from the other side as well.


Sure enough, the double sided weld (right) performed much better and remained sealed despite severely stretching the piece of film. The single sided weld (left), on the other hand, had a tendency to open. However during a couple of initial pressurzing attempts I found that on the actual balloon some of the welds opened again. This turned out to be a problem with the heat sealer probably sometimes not being able to distribute the pressure applied to the weld evenly. I solved it to a satisfactory degree by imediately re-heating the welds at crucial places (around the filling tube) two to three times without moving the heat sealer away.
These two photos show the envelope filled at 0Pa (left) and then at 2300Pa (right) after 48 hours of stretching.
These charts then show the rate at which I pressurized the balloon and very rough estimates of the envelope's volume expansion in terms of Gamma. I simply periodically measured the meridional circumference of the balloon with a piece of string and used the Mylar shape equation to calculate the volume. This possibly introduces a significant error in the estimate since the shape gradually moves more and more towards a sphere. The chart on the left shows the first stretching which ended prematurely with yet another minor weld opening. The chart on the right depicts the main stretching that lasted 48 hours and brought the envelope to an estimated gamma of 1.94.
This table summarizes the impact of certain amount of free lift on superpressure pre- and post-stretching. Based on this modelling a free lift of around 9g should be manageable for the envelope at 16°C of supertemperature (13400m expected floating altitude) while providing ~0.95m/s initial ascent speed.
A closer look on the welds and envelope material at around 2.3kPa of superpressure.
The picture on the right shows a weld dangerously close to opening at the peak stretch of around 1.94 Gamma and 2.3kPa. I found the most problematic area to be around the filling tube. The rest of the welding held nicely without any signs of opening.
A close-up of the plastically deformed material during deflation. Hopefully this does not signify some of the layers such as EVOH gave out. I guess only a test flight will tell.
The material post-stretching. It is apparent at first glance that the material underwent deformation.
To test the process on a bigger balloon I then put together a PE/PA/EVOH/PA/PE 1.84 Mylar shaped balloon. Made from four pieces in less then 5 hours. The welds were two side by side, re-heated once and double sided.
Once again I had to pressurize twice, because one of the welds developed an opening. I also adjusted the pressures to a higher volume balloon so they cause comparable stresses on the envelope to the smaller 1.33 balloon. The calculation yielded 1470Pa for 2035Pa in the smaller balloon and 1676Pa for 2320Pa. In reality I had to keep increasing the gauge pressure towards ~1750Pa to provoke further stretching. I stopped at roughly estimated 1.8 Gamma.
During manufacture the heating wire inside the impulse heat sealer loosened a little not making a proper connection to an electrode. That would explain one of the welds not being as good as the rest. It was also a meridional weld which passed through the most stressed spot of the Mylar shape. After repairing it the weld held as strong as the rest.
This series of photos shows the envelope at 0Pa, 1kPa, 1.4kPa and 1.7kPa. In the last one it is apparent that the balloon is somewhat misshapen. Perhaps the individual hemispherical segments were a little uneven, or maybe the balloon leaning to one side during the stretching is to blame?
The comparison table for pre- and post-stretching. Expecting a 25g payload and providing the balloon with 15g of free lift should yield ~1m/s initial ascent rate and managable superpressure even at 19°C (~16km).
The material developed visible marks in the later stages of pre-stretching. These spots are much more softer to touch after deflation then the rest of the film. Hopefully this doesn't imply damage to the gas barrier.
In conclusion I now have two balloons which both seem worth a test flight. The most problematic part so far turned out to be the welds and making them all properly. That could probably be solved with a beter heat sealer.


































































































Hi Tomas,
ReplyDeleteThank you very much for publishing this information - it is a fantastic resource. We are using it to help with the construction of small superpressure balloons at Durham University.
I'm a bit puzzled by your calculation of the circumferential stress. I think it might be a factor of two too high? Should it be pr/2t instead of pr/t ?
Many thanks and best wishes,
Paul
Hi Paul,
ReplyDeleteI chose to use pr/t in that specific example to reflect the initial shape of the balloon. The area along the circumferential weld on a 'Mylar balloon' shaped envelope somewhat resembles a cylindrical pressure vessel in that the area isn't as uniformly rounded as it is on a spherical vessel. As you continue stretching the envelope, it eventually approaches the shape of a sphere and pr/2t may be more appropriate. Perhaps, I should have mentioned my reasoning in the blog post. The following document provides a nice series of illustrations on stresses in pressure vessels. I reasoned that what is described as hoop stress in cylinders whould better fit that initial situation along the circumferential weld.
https://www.engr.colostate.edu/~dga/mech325/handouts/pressure_vessels.pdf
Note that these are just approximations to get an idea. In reality, the stress concentrates in areas as the actual balloon isn't this idealized uniform shape. The stretching marks in some of the images in http://tt7hab.blogspot.cz/2017/11/the-superpressure-balloons-vol-2.html should illustrate it.
Good luck with your project. What kind of material do you use?
Tomas
Just what i was looking for. hot air balloons costa blanca spain
ReplyDeleteGreat article
ReplyDeleteHi Thomas,
ReplyDeleteI very appreciate the effort you put to document your work and share.
However I could not find where I can buy some of the material that you use for making balloon, can you please help me with that?
The Poly film manufacturers in india is a versatile, lightweight plastic material commonly used in packaging, agriculture, construction, and protective applications. Known for its durability, flexibility, and resistance to moisture, chemicals, and UV rays, PE film is available in various forms such as LDPE, HDPE, and LLDPE. Whether used for wrapping, covering, or lining, it offers excellent sealing and barrier properties, making it ideal for both industrial and everyday use. Its recyclability also supports eco-conscious practices across multiple industries.
ReplyDelete